08.05.25 – PTU Darmstadt
Entwicklung und Anwendung des Lochwalzens
Ein neues Verfahren der Blechmassivumformung zur Erzeugung von beidseitigen Kragen in dünnwandigen Bauteilen kommt von der PTU der Technischen Uni Darmstadt.
Lochgewalztes Rillenkugellager © PTU Darmstadt
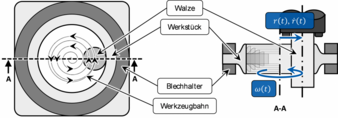
Schematische Darstellung des Lochwalzens. © PTU Dramstadt
Das Lochwalzen ist ein neuartiges Verfahren der Blechmassivumformung und ist den inkrementellen Umformverfahren zuzuordnen.
Prozessgrundlagen
In einem vorbereitenden Schritt wird ein Loch in die Blechstruktur (Werkstück) eingebracht. Damit wird die Position des späteren Kragens definiert und ein Startpunkt für das Lochwalzen hergestellt. Anschließend wird eine drehbar gelagerte Walze in das Werkstück eingeführt und spiralförmig nach außen bewegt. Dies führt zu einer umlaufend inkrementellen Umformung des Werkstücks. Dabei wird die Fließgrenze des Werkstoffs überschritten und das Material senkrecht zur Blechebene entlang der Walze symmetrisch verdrängt. Das verdrängte Material bildet den doppelseitigen Kragen, welcher charakteristisch für dieses Verfahren ist. Durch eine Anpassung der Prozessparameter ist es möglich, die Höhe und Form des Kragens zu steuern.
Die Form des Kragens ermöglicht während der späteren Nutzung eine flächige und symmetrische Krafteinleitung in die Mittelebene der Blechstruktur. Weiterhin führt der hohe Umformgrad im Bereich des Kragens zu einer Kaltverfestigung, ggf. zu einer Kornfeinung und - je nach Werkstoff - zu einer Gefügeumwandlung. Dies resultiert in einer erhöhten Festigkeit und Härte im Vergleich zum Ausgangszustand des Werkstoffs. Zusätzlich führt die durch Druckspannungen aktivierte Umformung zu Druckeigenspannungen auf der Innenseite des Kragens nach der Umformung. Diese beeinflussen die Ermüdungseigenschaften des Bauteils positiv. Neben den Stoffeigenschaften wird zusätzlich auch die Oberflächengüte auf der Innenseite des Kragens durch den Prozess erheblich gesteigert. Durch das mehrfache Überrollen werden die Rauheitsspitzen der Bohrung eingeglättet und so verringert. Die sich ergebende Rautiefe Rz am Kragen nach dem Prozess hängt dabei stark von der Rautiefe der Walze ab und erreicht typischerweise die Hälfte dieser. Eine Rautiefe von 3 µm ist ohne großen Aufwand erreichbar. Ein zusätzlicher Prozessschritt zur Oberflächeneinglättung oder -härtung ist somit bei vielen Anwendungen mit hohen Oberflächenanforderungen nicht mehr notwendig.
Anlagentechnik
Erste Versuche zum Lochwalzen erfolgten mit einer konventionellen Drehbank. Dabei wurde das Werkstück an der Hauptspindel befestigt und die Walze auf dem Querschlitten montiert. Auf diese Weise konnten die Grundlagen des Prozesses analysiert und wertvolle Erfahrungen für die Konstruktion weiterführender Anlagen gewonnen werden. So wurden auf dieser Anlage die Erkenntnisse gewonnen, dass nur eine rotatorisch freie Welle eine adäquate Standzeit bietet und dass eine beidseitig gelagerte Walze notwendig ist, um einen symmetrischen Materialfluss gewährleisten zu können.
Basierend auf diesen Erfahrungen wurden zwei weiterführende Werkzeuge mit jeweils unterschiedlichen Zielen entwickelt. Das erste Werkzeug zielt darauf ab, die Flexibilität des Lochwalzens zu maximieren. Um die Komplexität dieses Werkzeugs dennoch gering zu halten und die benötigten Freiheitsgrade für das Lochwalzen bereitstellen zu können, wird dieses Werkzeug für die 3D Servopresse (3DSP) am Institut entwickelt. Die 3DSP bietet neben dem konventionellen linearen Stößelfreiheitsgrad auch die Möglichkeit, den Stößel zu rollen und zu nicken. Durch eine Kombination des vertikalen Hubs und der Nickbewegung ist es so möglich, eine beliebige Bahnkurve mit der Walze abzufahren. Das zweite Werkzeug wurde gebaut, um die Industrietauglichkeit des Verfahrens zu demonstrieren. Es erlaubt zudem höhere Kräfte und enger tolerierte geometrische Abmessungen. Dieses Werkzeug ist für den Einsatz auf einer konventionellen Servopresse vorgesehen. Bei geringeren Toleranzanforderungen oder wenn feste Endanschläge genutzt werden können, ist aber auch der Einsatz auf einer konventionellen Hydraulikpresse denkbar. In Ermangelung der zusätzlichen Stößel Freiheitsgrade der 3DSP ist dieses Werkzeug mit zwei Servomotoren ausgestattet, welche den rotatorischen Anteil der Spiralbewegung bereitstellen.
Anwendungsbeispiele
Durch die Materialeigenschaften, die beim Lochwalzen im doppelseitigen Kragen erzeugt werden, kann das Verfahren in vielen Anwendungen vorteilhaft eingesetzt werden und dazu beitragen, Ressourcen sowie Energie einzusparen. Zwei Anwendungen, die bisher am PtU untersucht wurden und die in den kommenden Jahren optimiert werden sollen, werden im Folgenden vorgestellt.
Lager
Das Lochwalzen bieten die Möglichkeit, Lagersitze direkt in eine dünnwandige Struktur einzubringen, ohne dass hierfür eine Nachbearbeitung notwendig ist. Durch die vorteilhaften Materialeigenschaften im Innenring ist es ebenfalls möglich, gänzlich auf den Außenring des Lagers zu verzichten und diesen direkt ins Blech einzubringen. Statt der konventionellen zylindrischen Walze wird hierfür eine Walze mit eingebrachter Rillenform für die Laufflächen eingesetzt. Im direkten Vergleich bieten beide Anwendungen die Möglichkeit, wesentliche Arbeitsschritte gegenüber ihrem konventionellen Äquivalent einzusparen.
Polygon Wellen-Nabe Verbindung
Vergleichbar mit der funktionalen Integration von Lagersitzen oder dem Lageraußenring von Wälzlagern, ist die Integration von Naben in dünnwandige Strukturen für die Übertragung von Drehmomenten möglich. Die Kontur des Polygonprofils P3G nach DIN 32711 ist durch den kontinuierlichen Übergang der Radien eine ideale Geometrie, die sich sehr gut durch flexibles Lochwalzen herstellen lässt. Eine so hergestellte Polygonnabe weist neben den typischen Eigenschaften von Polygon-Welle-Nabeverbindungen (Selbstzentrierung, geringe Kerbwirkung, hohe Drehmomentübertragung) weitere wichtige Eigenschaften auf, die für diese Maschinenelemente von Bedeutung sind. Untersuchungen haben gezeigt, dass der doppelseitige Kragen das maximal übertragbare Drehmoment bis zum Versagen im Vergleich zu einer Nabe ohne Kragen um bis zu 100 % steigern kann. Die hohen Anforderungen an die Oberflächengüte bei Welle-Nabe-Verbindungen können durch das Lochwalzen ebenfalls ohne zusätzliche Prozessschritte erreicht werden. Die funktionelle Integration der Welle-Nabe-Verbindung in das Werkstück ermöglicht die Vermeidung von Fügestellen und gleichzeitig die Reduzierung mehrerer kostenintensiver Prozessschritte. Abbildung 4 zeigt ein Bauteil mit eingewalzter P3 Polygon-Welle-Nabe-Verbindung.
Interessierte Firmen gesucht
Die grundsätzliche Machbarkeit und beispielhafte Anwendungen für das Lochwalzen sind somit gezeigt. Für die weitere Entwicklung werden Firmen gesucht, die Interesse am Lochwalzen haben und gegebenenfalls auch eigene Anwendungen sehen.
Kontakt
M. Sc. Daniel Spies
+49 6151-16-23104
daniel.spies@ptu.tu-darmstadt.de


