12.09.25 – Studie
KI-Anwendungen beim Dosenpressen
Kann KI die Technologie des Aluminium-Dosenpressens verbessern? Ein Versuchsaufbau von Prof. Dr.- Ing Thomas Herlan.

Aluminiumdosen treten in unterschiedlichen Formen und Funktionalitäten auf. © Herlanco
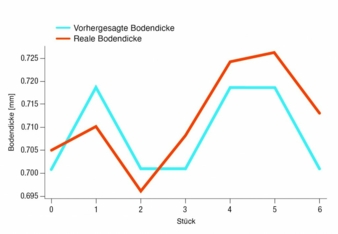
Korrelation zw. Messung zu Bodendickenvorhersage. © Herlanco
Aluminium-Dosen im Consumer-Bereich zeigen ein starkes Wachstum. Gründe sind verändertes Konsumentenverhalten und konsequente Recyclingstrukturen. Der zweite Wachstumstreiber ist die Getränkeindustrie, vor allem in den USA und Asien sorgt die CO? Besteuerung für zweistellige Zuwachsraten bei AL-Behältern. Der dritte Wachstumsschub kommt aus der E-Mobilität. Aluminium eignet sich ideal zur Umhüllung von Batterien, in Form von prismatischen oder zylindrischen Batteriegehäusen.
Produktionslinie
Erstmal erfolgt die Befüllung, die Qualitätssicherung schließt den Prozess dann ab. Zur Überprüfung werden die Behälter für 10 Minuten in 52?°C warmes Wasser getaucht. So wird sichergestellt, dass bei ausreichender Bodendicke keine Druckexplosion durch möglicherweise zu dünne Böden auftritt. Um technische Daten zu einer Produktionslinie zu erhalten: Die Investition beträgt etwa 7 Mio. € bis 10 Mio.?€. Die Anlagen laufen 24/7 an ca. 350 Tagen im Jahr.
Die Mindestlosgröße liegt je nach Hersteller bei über 300.000 Stück, teils auch ab 2 Mio. Stück. Die Hubzahl variiert zwischen 100 und 240 Stück pro Minute. Ein komplexer Produktwechsel kann bis zu zwei Schichten Stillstand verursachen, ein einfacher dauert mind. vier Stunden. Bevor die KI-basierte Prozessdatenerfassung eingesetzt wird, muss zunächst die Maschinenkommunikation als Basis der Digitalisierung sichergestellt sein. Bei einer Fertigungsfrequenz von 240 Hüben pro Minute sind vollumfängliche Echtzeitmessungen nicht möglich.
Qualitätsprüfungen
Dazu mussten zunächst technische Voraussetzungen geschaffen werden. Messtechnische Komponenten für 240 Stück pro Minute sind z.?B. aus der Schrauben- und Pharmafertigung bekannt.
- Waagen, die 240 Ronden pro Minute wiegen
- optoelektronische Auswertung von Rondendicke und -durchmesser
- Kraftmess-Sensoren für Fließpress-Vorgänge
- indirekte Temperaturmessungen
Prozessrelevante Größen werden mit neuen Sensoren beim Umformen gemessen. Jeder Dose werden eigene Werte zugeordnet und in Echtzeit geregelt. Die oben genannten Messgrößen zeigen, dass wir es mit neuartigen Prozessmodellen zu tun haben. Die gefundenen Zusammenhänge lassen sich nicht 1:1 auf andere Geometrien, wie etwa die von Aluminiumbechern, übertragen.
Datenerfassung und Messergebnisse
Die Firma Marposs wurde seitens Herlanco als Lieferant für Sensorik zur Erfassung von Fließpresskräften, Beschleunigungen und Temperaturen ausgewählt. Marposs bietet auch Messwerterfassung und Analyse an. An einer Kniehebelpresse CP?85 von MALL//HERLAN wurden die entsprechenden Sensoren installiert. Definierte Versuchsprogramme mit gezielten Parameteränderungen wurden zur systematischen Untersuchung des Einflusses auf die Bodendicke durchgeführt. Weder Gewicht, Rohteilabmessungen, Schmierung noch Temperatur haben wesentlichen Einfluss auf die Bodendickenschwankungen. Diese treten erheblich auf, wenn die Hubzahl der Presse verändert wird. Bei einer Beschleunigung von z.?B. 70 –130 Hub/min auf 180–240 Hub/min erfährt der Stößel und damit das eingebaute Stempelwerkzeug eine dynamische Belastung. Diese Beschleunigung führt zur effektiven Längung des Stempels und ist die Hauptursache für die Bodendickenabnahme.
KI-Ansatz
Die Datenmenge und -qualität waren hervorragend. Es zeigte sich eine Korrelation zwischen Presskräften, Beschleunigungen und Temperaturen. Mithilfe der KI setzte ein einfaches Deep-Learning-System diese Parameter in Beziehung zu den gemessenen Bodendickenschwankungen: Die gewonnenen Erkenntnisse aus der Hubzahländerung lassen sich auf andere Linien übertragen mit der Voraussetzung, dass Beschleunigungssensoren verbaut sind. Die ermittelten Kenngrößen werden in die SPS-Steuerung eingelernt, sodass AL-Dosen mit kritischer Bodendicke hinter der Kniehebelpresse aussortiert werden.
Ein weiterführender Ansatz liegt in der Kniehebelpresse selbst: Unterschiedliche Bodendicken können durch Anpassung der Stößelendlage beeinflusst werden. Diese Erkenntnisse aus Temperatur- und Beschleunigungsdaten könnten in einen KI-basierten Regler übertragen werden, der die Stößelendlage automatisch aktiviert. Entscheidend ist, dass der Regler geometriespezifisch programmiert und technologisch robust ausgelegt ist.
Hard- und Software Anforderungen
Die Investition für eine Produktionslinie liegt bei 8 bis 10 Mio.?€. Die Kosten für Messsensorik, Datenerfassung und -verwaltung lassen sich im niedrigen fünfstelligen Eurobereich realisieren. Erheblich aufwändiger und teurer ist die prozessuale Verknüpfung umformtechnischer Parameter mit numerischer Information. Die Entwicklung einer KI-basierten Bodendickenregelung durch die Presse erfordert eine enge Zusammenarbeit mit dem Pressenhersteller.
Kosteneinsparung und Fazit
Die eingesetzten KI-Anwendungen beim Aluminiumdosenpressen zeigen, dass sich die Ausschussmengen deutlich reduzieren lassen. Auch Prozessinstabilitäten können erfasst und Störungen beim Wiederanfahren reduziert werden. Die Verwendung digitaler Signale und KI-basierter Datenauswertungen liefern Erkenntnisse über fehlerhafte/ suspekte Teile, die gezielt aus der Fertigung ausgeschleust werden. Neben der Reduzierung von Ausschussmengen und -kosten ist auch der Nachhaltigkeitsaspekt hervorzuheben: Mehr Gutteile bei gleichem Energieeinsatz bedeuten eine nachhaltigere Fertigung. Weniger Aluminiumschrott trägt erheblich zur Ressourcenschonung bei KI- Anwendungen in der Umformtechnik verbessern somit nicht nur Prozess- und Produktqualität, sondern stellen auch einen wesentlichen Fortschritt zur verbesserten Nachhaltigkeit in der Fertigungstechnik dar.
Info
Diese Studie war auch Inhalt eines Vortrags beim Jahrestreffen der Kaltmassivumformer 2025 in Neuss.
www.kaltmassiv.de
Thomas Herlan ist Gründer der Beratungsgesellschaft Herlanco, International Metalworking Network GmbH in Karslruhe und ehem. Präsident der International Coldforging Group, Erlangen.


